01
Manure, biosolids, and sanitation solids
Manure solids · biosolids · septage-derived solids · decentralized sanitation.
A decentralized pyrolysis platform for high-moisture biogenic and organic feedstocks.
The Biogenic Refinery converts manures, biosolids, food residuals, agricultural residues, fibers, and reprocessed chars into pathogen-inactivated biochar, recoverable thermal energy, and an audit-grade operating record. Purpose-built for wet, variable feedstocks that woody-biomass pyrolysis was never designed to handle — and engineered for decentralized deployment. Acceptance is project-specific: a qualified feedstock is material that has passed our acceptance review for a defined project, site, and end use.
The Biogenic Refinery is built for operators managing wet, variable biogenic materials that are expensive to store, haul, dry, treat, or dispose of through conventional infrastructure. Common fit categories:
Manure solids · biosolids · septage-derived solids · decentralized sanitation.
Food-processing residuals · agricultural residues · algae · spent mushroom substrate · industrial organics.
Selected fibers · non-wovens · absorbent hygiene products · compostable packaging streams.
Reprocessed chars from upstream pyrolysis · gasification · flame-cap kilns · mobile carbonizers · HTC systems.
The system is not a generic wood-biomass biochar unit. It is a decentralized resource-recovery platform for difficult feedstocks where volume reduction, heat recovery, pathogen inactivation, carbon documentation, and local deployment all matter.
The value is the combined effect of reducing wet-material volume, recovering heat, avoiding long-haul disposal, producing a usable carbon-rich solid, and creating the operating record needed for regulators, offtakers, and carbon-credit verifiers.
Feedstock acceptance is project-specific and depends on moisture, ash, energy value, contaminants, permitting, emissions limits, and intended biochar use. Browse the full feedstock catalog
Pathogen-inactivated under sustained high-temperature operation. Phosphorus and potassium from the original feedstock are retained in the biochar rather than washed into soil or water. Significant volume reduction — typically around 90%, and up to 95% depending on feedstock and moisture.
Right-sized to the customer's downstream process load. Thermal oil is offered only for project-specific CHP/ORC configurations.
The forced-air option uses an air-to-air heat exchanger: hot post-catalyst exhaust passes through tubes while a variable-speed fan pushes fresh air across them, heating it for downstream use.
Real-time operating parameters, event logs, and exception alerts captured by the KELV°N® data platform in an audit-grade format. One operating record supports certification, disclosure, and regulatory reporting across multiple frameworks.
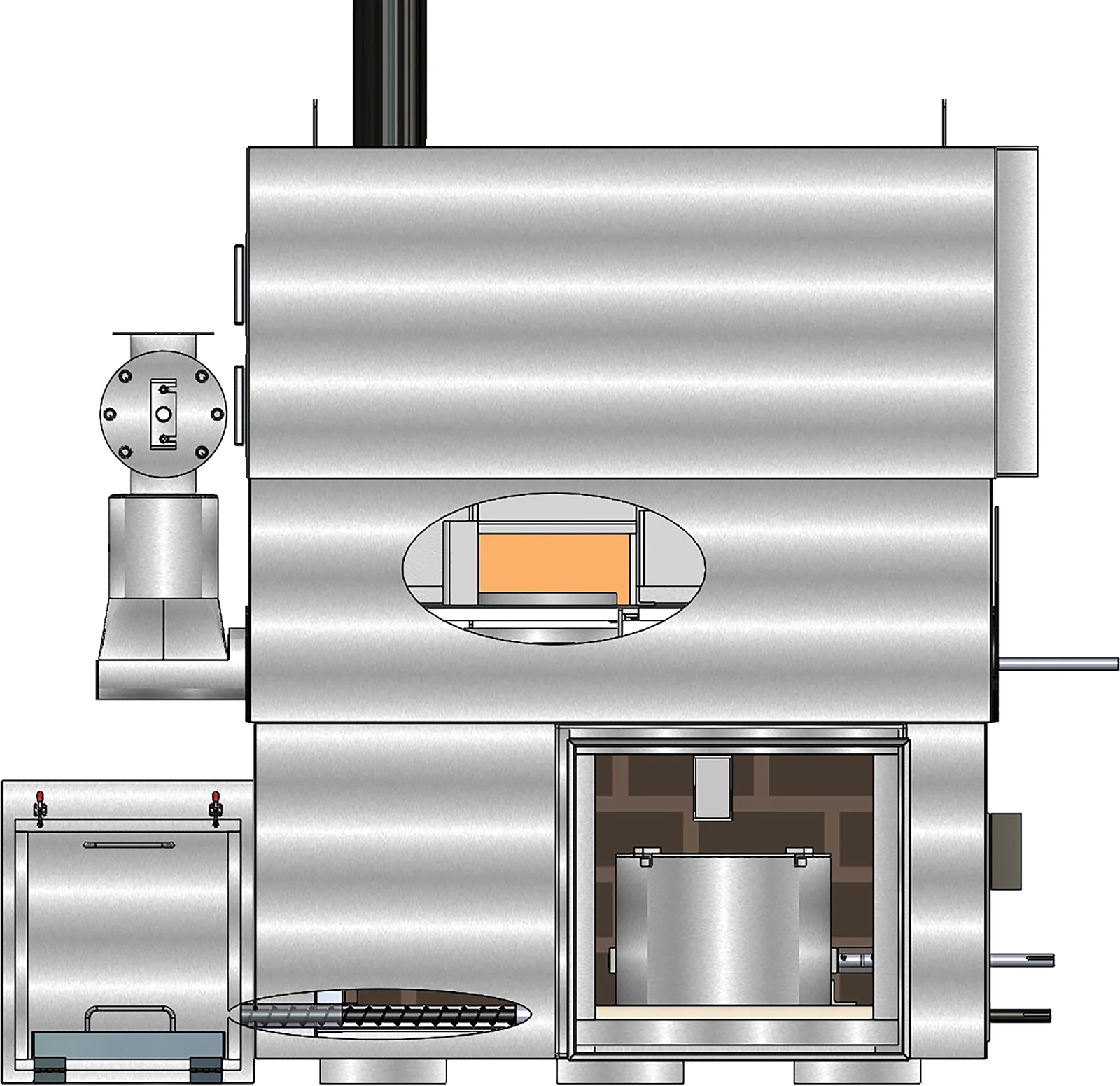
At a high level, the Biogenic Refinery integrates three physical subsystems that handle the feedstock, and one data layer — KELV°N — that records the operation across all three.
Converts prepared feedstock into biochar in an oxygen-limited environment. Unlike incineration (open combustion in air, which releases carbon as CO₂), pyrolysis retains carbon in solid biochar.
Controls emissions from the volatile gases released during pyrolysis and recovers their thermal energy. The result is controlled exhaust from difficult feedstocks that would otherwise create operational and permitting challenges.
Captures useful thermal energy as a hot water hydronic loop or forced air — for drying upstream feedstock, downstream process loads, or optional Organic Rankine Cycle electricity generation. Thermal oil is offered only for project-specific CHP/ORC configurations.
The Biogenic Refinery ships in four standard configurations. The four differ in heat-exchanger output and pot architecture. What they share — and what defines the platform — is the same controls architecture, the same KELV°N® data spine, the same emissions treatment, and the same operator-facing interface. Sizing for a specific project follows the energy-balance method described on How We Size →.
Smallest configuration in the line. The 3/4 pot reduces minimum throughput, useful when feedstock volume is below what a full pot can sustain. Suited to projects with modest thermal-recovery needs and operator-attended schedules at compact site footprints.
The most common installed configuration. Single full pot sized for the broad middle of the application range. Most projects evaluated against this output range come in here.
Twin-pot configuration. The two pots run together for higher continuous output, or stagger to extend the effective operating window without committing to continuous-duty hardware. Useful where batch flexibility matters.
Largest single-unit configuration. Four-pot continuous-duty design intended for sustained 24/7 operation. Hydronic only — forced-air becomes mechanically inefficient at this output level. Projects requiring more than ~290 kW typically scale through multi-unit deployment rather than larger single units.
The 209 came from a 20 lbs/hr nominal throughput target; the 4018 from 40 lbs/hr on a dry basis. As we moved to energy-balance sizing, BTU output became the more accurate spec — hence the 600 (600,000 BTU/hr) and the 99 (990,000 BTU/hr). Designations may evolve as the platform improves. The four configurations above are the current standard line; non-standard configurations have been built where the project required it.
The Biogenic Refinery integrates into a standard transportable shipping container with utility connections, feedstock handling, and safety systems pre-engineered. Site preparation is conventional civil and electrical work; commissioning is measured in days, not months.
For municipal, food processing, industrial, or controlled indoor sites. Includes hydronic configurations with insulated process loops and buffer tanks.
For agricultural, dairy, remote community, and cold-climate sites. Weatherproof enclosure, stack, ash door, and weather-rated service access.
CHP (combined heat and power), Organic Rankine Cycle electricity, hydronic heat recovery, and multi-unit deployment available as project-specific configurations.
Cold-climate variant
The cold-climate variant has been tested in field operation down to ambient temperatures of −40 °C / −40 °F. Many thermal-treatment systems are not designed for sustained sub-freezing or remote deployment. The Biogenic Refinery is built for those conditions and can operate off-grid using recovered thermal energy.
More questions on the full FAQ page
Send us a feedstock summary — composition, moisture range, daily volume, site conditions — and we will return a sizing model, not a price list.